Skip to content
Skip to content 
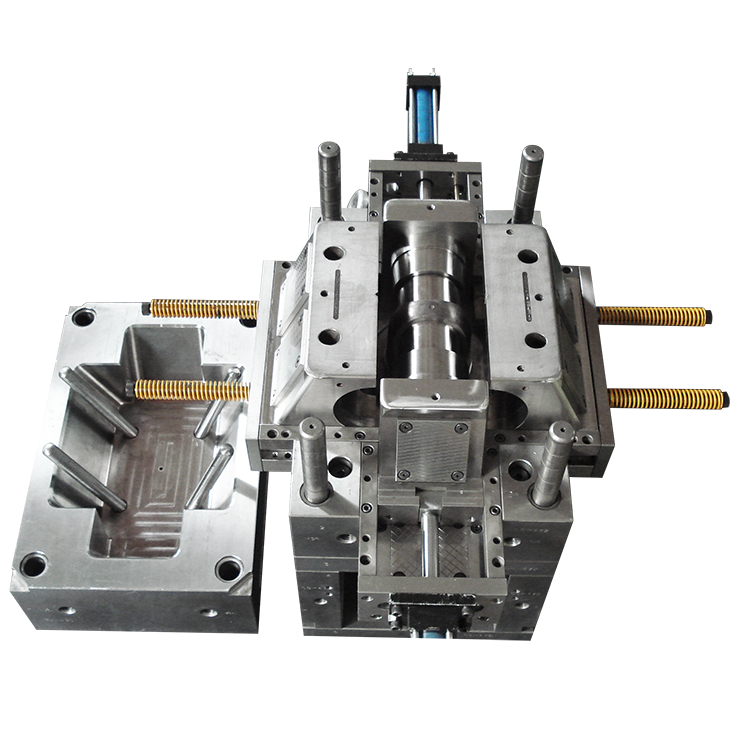
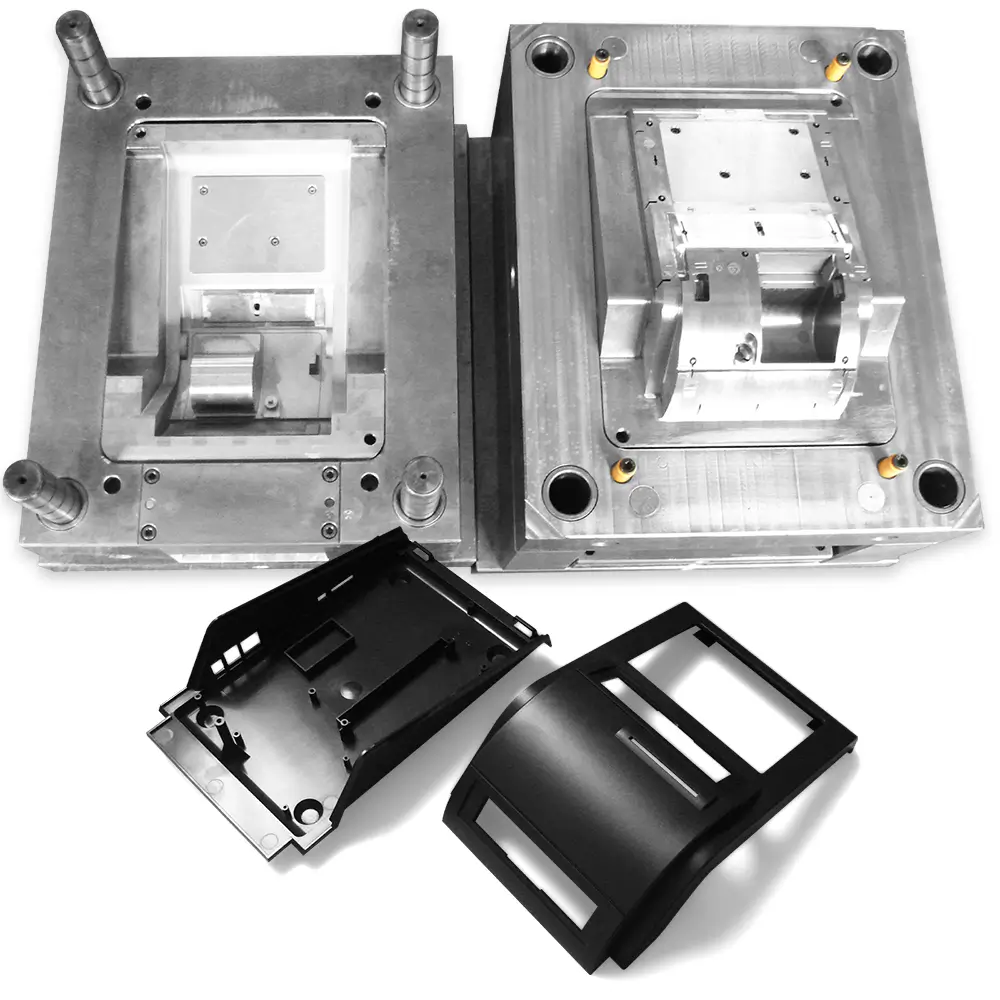
High Precision Plastic Injection Molds
Achieve efficient injection mold design and manufacturing for your projects, accelerating the process from prototype validation to mass production. Contact us for a detailed review.
- ISO 9001 Certified Mold Manufacturer
- One-Stop Service: Mold Design to Injection Molding
- 20+ Years of Injection Mold Experience
- 1000+ Molds/Year
We Offer A Full Service 'End To End' Solution
Experts in design, prototyping, precision tool making, injection moulding and assembly. We do it all.
Design & Engineering
Innovative design and engineering services tailored to speed up your product launch while improving overall development efficiency.
Injection Molding
High-precision injection molding for sectors like medical, automotive, and electronics, with consistent quality and scalable production.
Precision Molds
High-performance molds built and maintained in-house to ensure production stability, accuracy, and long-term manufacturing reliability.
Surface Treatment
Enhance product appearance with coatings from soft-touch to gloss finishes. Sustainable CMF options ensure durability and visual appeal.
Automation
Tailored automation systems including robotics and AGVs to increase production efficiency and flexibility across diverse applications.
Quality Control
Strict quality control supported for full traceability, ensuring product consistency from raw material to final delivery lifecycle.
Complete Guide to Custom Injection Mold Services
Classification and Type: Diverse Forms of Injection Molds
1. Based on Number of Cavities:
- Single-Cavity Molds: Produce one part per injection cycle. Typically used for large parts, low-volume production, or when high precision for a single part is paramount.
- Multi-Cavity Molds: Produce multiple identical parts per injection cycle. Ideal for high-volume production of smaller parts, significantly reducing per-part cost and cycle time.
- Family Molds: Produce multiple different parts per injection cycle, often components of a single assembly. Requires careful balancing of cavities to ensure uniform filling and cooling.
2. Based on Mold Structure (Plate Configuration):
- Two-Plate Molds: The simplest design, consisting of a cavity plate and a core plate. The runner system and the part are ejected together, requiring subsequent separation.
- Three-Plate Molds: Feature an additional stripper plate between the cavity and core plates. This design allows the runner system to be automatically separated from the parts during mold opening, often enabling a more centrally located gate.
3. Based on Runner System:
- Cold Runner Molds: The runner system is cooled and ejected with the part in each cycle. This results in material waste (the sprue and runners) but offers simpler mold design and lower initial cost.
- Hot Runner Molds: The runner system is kept molten in heated manifolds and nozzles, delivering material directly to the cavities without a sprue or runners to be ejected. This reduces material waste, shortens cycle times, and often improves part quality, but at a higher initial mold cost and complexity.
- Hot Tip Gating: Uses a heated nozzle that directly contacts the part.
- Valve Gating: Uses a pneumatically or hydraulically actuated pin to open and close the gate, offering precise control and cleaner gate vestiges.
4. Based on Part Ejection Mechanism:
- Pin Ejection: The most common method, using ejector pins to push the part out.
- Stripper Plate Ejection: A plate pushes against the entire periphery or a significant portion of the part, suitable for thin-walled or delicate parts.
- Air Ejection: Uses compressed air to eject parts, often for parts with large surface areas or where pin marks are undesirable.
- Sleeve Ejection: Uses a hollow pin (sleeve) to eject around a core pin, ideal for features like bosses.
5. Specialized Mold Types:
- Stack Molds: Feature multiple parting lines stacked one above another, effectively doubling or quadrupling the output of a given machine size by having cavities on multiple levels.
- Insert Molds: Allow for the placement of pre-formed components (inserts), often metal, into the mold cavity before injection. The molten plastic then flows around the insert, integrating it into the final part.
- Overmolds: A two-stage process where a base part (substrate) is first molded and then transferred to a second mold (or a different cavity in the same mold) where another material (often a softer TPE) is molded over or around it.
- Unscrewing Molds: Designed for parts with threads, incorporating a mechanism to rotate cores or cavities to release the threaded features.
- Collapsible Core Molds: Utilize cores that can mechanically collapse inward to release parts with internal undercuts or complex internal geometries.
6. Based on Mold Material:
- Hardened Steel Molds (e.g., H13, S7, 420SS): Offer high durability, wear resistance, and long lifespan (millions of cycles). Suitable for high-volume production and abrasive materials. Often require heat treatment.
- Pre-Hardened Steel Molds (e.g., P20): Offer a good balance of machinability and durability (hundreds of thousands to over a million cycles). Widely used for general-purpose molding.
- Aluminum Molds (e.g., 7075-T651): Offer excellent thermal conductivity (faster cooling, shorter cycles) and faster machining times, leading to lower initial mold costs. Suitable for prototyping, low to medium-volume production (thousands to tens of thousands of cycles).
- Beryllium Copper (BeCu) Inserts: Used in specific areas of steel molds for its exceptional thermal conductivity, helping to cool hot spots or improve cycle times.
Brief Comparison with Alternative Technologies:
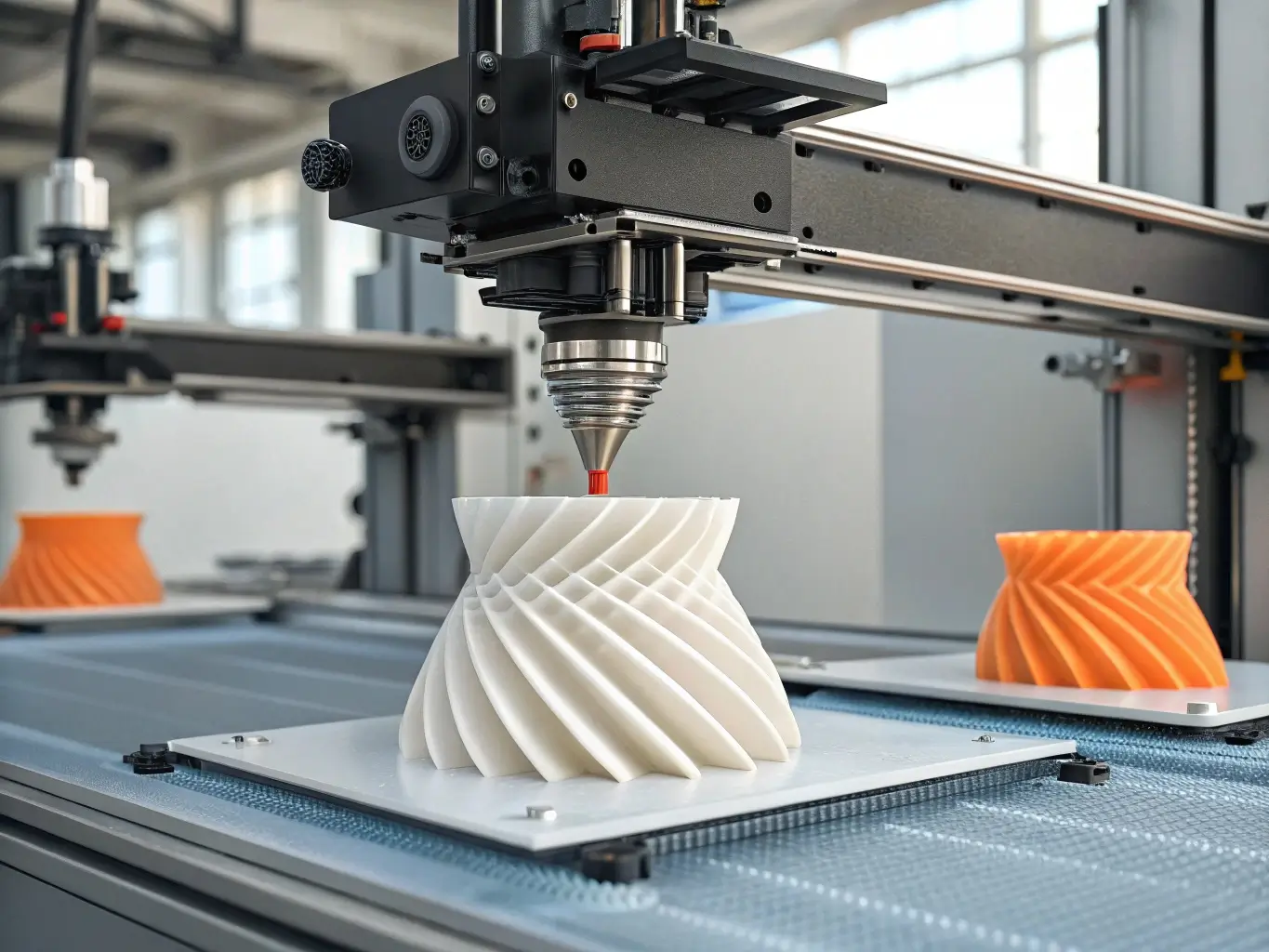
1. vs. 3D Printing:
Injection Molding: High upfront cost, low per-part cost for large volumes, longer tooling lead time, limited design freedom after molding.
3D Printing: Low upfront cost, high per-part cost, best for prototypes or low quantities, faster iteration, greater design freedom.

2. vs. CNC Machining:
Injection Molding: Ideal for complex 3D shapes at scale, faster cycle times for high-volume runs.
CNC Machining: Better for simpler parts or features needing extreme precision, good for small to medium runs, wider material range including hard metals.
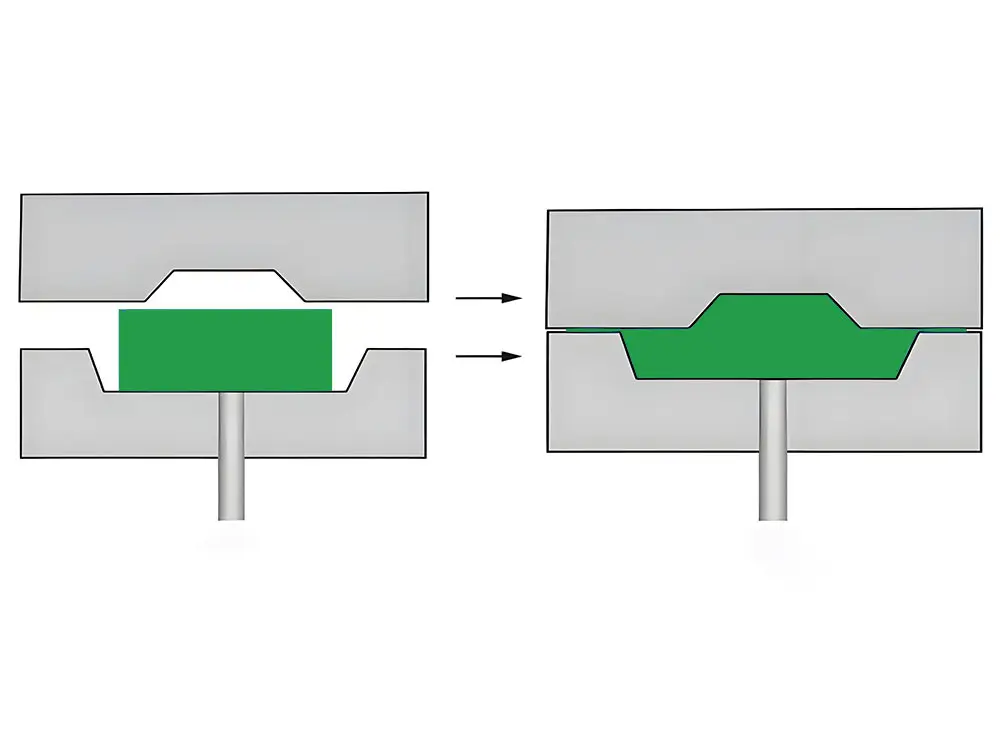
3. vs. Compression Molding:
Injection Molding: Suitable for detailed parts, thermoplastics, and shorter cycles in efficient high-volume production.
Compression Molding: Good for simpler, thicker parts, often used with thermoset materials or composites, molds are simpler and lower cost.
Advantages of Injection Molds (and the Injection Molding Process):
- High Production Rates: Once the mold is made and set up, parts can be produced very rapidly, with cycle times ranging from a few seconds to a couple of minutes.
- Low Per-Part Cost in Mass Production: The high initial investment in the mold is amortized over large production volumes, leading to a very low cost per part.
- Complex Geometries and Intricate Detail: Injection molds can produce parts with highly complex shapes, fine details, and tight tolerances that would be difficult or impossible to achieve with other manufacturing methods.
- Excellent Repeatability and Consistency: Each part produced from the same mold is virtually identical, ensuring high product quality and consistency.
- Wide Material Selection: A vast range of thermoplastic and thermoset materials (including elastomers like LSR) can be injection molded, offering diverse mechanical, chemical, and thermal properties.
- Good Surface Finish: Molded parts can have excellent surface finishes, ranging from high gloss to textured, directly from the mold, often eliminating the need for secondary finishing operations.
- High Degree of Automation: The injection molding process can be highly automated, reducing labor costs and increasing efficiency.
- Reduced Material Waste (especially with Hot Runners): While cold runners generate waste, hot runner systems minimize it. Regrind (recycled runner material) can also be used for some applications.
- Insert and Overmolding Capabilities: Allows for the integration of different materials or components into a single part.
Disadvantages of Injection Molds:
- High Initial Tooling Cost: Designing and manufacturing an injection mold is a significant upfront investment, ranging from thousands to hundreds of thousands of dollars, depending on complexity, size, and material.
- Long Lead Times for Mold Manufacturing: Creating a production-quality mold can take several weeks to several months.
- Design Modifications Can Be Expensive and Time-Consuming: Once a mold is made (especially from hardened steel), making significant design changes can be costly and may require substantial rework or even a new mold.
- Not Suitable for Very Low Volume Production: The high tooling cost makes injection molding uneconomical for producing only a few parts or prototypes (though prototype molds can be cheaper).
- Potential for Defects: Improper mold design, material selection, or process control can lead to various molding defects (e.g., flash, sink marks, warping).
- Part Design Limitations: Certain design features, like undercuts or very thick sections, can add complexity and cost to the mold or may not be feasible. Design for Manufacturability (DFM) is crucial.
- Setup Costs: Setting up the mold on the injection molding machine and dialing in the process parameters can be time-consuming for each production run.
Commonly Used Mold Steel Types for Injection Mold
| Steel Type (Common Grades/Standards) | Key Characteristics | Main Applications | Notes |
|---|---|---|---|
| P20 (AISI P20, DIN 1.2311, 1.2312, 3Cr2Mo) | Good machinability, good polishability (1.2312 has higher sulfur for better machinability but slightly worse polishability), moderate strength and wear resistance. Uniform microstructure. | Medium-low volume molds, large mold cavities/cores, TV housings, washing machine housings, molds for general plastics (PE, PP, PS, ABS). | Most common general-purpose pre-hardened plastic mold steel. P20 from different mills may vary slightly. |
| 718/718H (Improved P20, DIN 1.2738) | Improved version of P20, higher hardness, better wear resistance, excellent polishability, good hardness uniformity in large sections. | Molds requiring higher gloss and longer life, e.g., home appliances, automotive components. | Suitable for large, high-requirement pre-hardened molds. |
| S50C (AISI 1050, DIN Ck50) | Low cost, good machinability, moderate strength. | Mold bases, structural parts, simple cavities with low requirements. | A carbon structural steel, typically used for mold bases or low-requirement cavities in molds. |
| H13 (AISI H13, DIN 1.2344, SKD61, 4Cr5MoSiV1) | Excellent overall properties: high thermal strength, high toughness, good thermal fatigue resistance, wear resistance. Can be nitrided. | High-volume molds, precision molds, engineering plastics (PC, PA+GF, POM), die-casting molds, hot extrusion dies. | Widely used hot-work tool steel, also common for high-demand plastic molds. |
| S7 (AISI S7) | Very high toughness and impact resistance, good wear resistance and machinability. | Molds requiring high impact resistance, e.g., cold punching dies, trimming dies; also for plastic mold components needing high toughness. | A high-toughness tool steel. |
| 8407 (ASSAB 8407, similar to H13) | Improved version of H13, with higher purity, better toughness and thermal cracking resistance, superior polishability and relative corrosion resistance. | High-demand, long-life, high-polish plastic molds, especially for corrosive plastics or high-stress applications. | High-end hot-work tool steel, superior performance to standard H13. |
| 420SS (AISI 420, DIN 1.2083, S136/STAVAX ES) | Excellent corrosion resistance, superb polishability (can achieve mirror finish), good wear resistance (after quenching). | Molds for corrosive plastics (e.g., PVC, POM with additives), optical parts (lenses, CDs), medical devices, molds requiring high gloss finish. | S136/STAVAX are improved versions of 420SS with higher purity and more uniform structure, offering better polishability and corrosion resistance. |
| M310 (BÖHLER M310 ISOPLAST) | Excellent corrosion resistance, high hardness, high wear resistance, good toughness. | Precision molds for corrosive environments, high wear applications, and long service life. | High-performance stainless steel with excellent overall properties. |
| NAK80 (Daido Steel) | Excellent mirror polishability, good EDMability, good weldability, no heat treatment needed, good dimensional stability. | Molds requiring high mirror finish, precision molds, e.g., transparent parts, optical components. | A precipitation-hardening steel with uniform hardness. |
| Beryllium Copper Alloy (BeCu, e.g., C17200) | Very high thermal conductivity, good wear resistance, corrosion resistance, high strength. | Mold inserts, cores, areas requiring high cooling efficiency, used for rapid heat dissipation to shorten cycle times. | Not a steel, but widely used as inserts in molds to improve cooling. |
| Aluminum Alloy (e.g., 7075-T651) | Lightweight, excellent thermal conductivity, excellent machinability, lower cost (relative to steel). | Rapid prototyping molds, low-volume production molds, trial molds, blow molds. | Relatively low mold life, poor wear resistance, not suitable for high-volume production or abrasive plastics. |
Factors to Consider When Selecting Mold Steel:
- Type of Plastic: Corrosiveness (e.g., PVC), presence of reinforcing fillers like glass fiber (abrasiveness), transparency requirements.
- Production Volume: The size of the production run directly influences the requirements for mold life and wear resistance.
- Part Complexity and Precision: Complex and high-precision parts require steels with good dimensional stability and machinability.
- Surface Finish Requirements: Mirror polish or optical-grade finishes require specific steels with high polishability (e.g., S136, NAK80).
- Mold Cost: Steel cost, machining cost, heat treatment cost.
- Processing Characteristics: Machinability, weldability, EDMability, etchability, etc.
- Cooling Requirements: Materials with good thermal conductivity (e.g., BeCu, aluminum alloys) can be used in specific areas to enhance cooling efficiency.
Related Processes of Injection Mold Processing
1. CNC Milling:
CNC milling is a subtractive manufacturing process that utilizes computer numerical control (CNC) to precisely guide a rotating multi-point cutting tool (milling cutter) to remove material from a workpiece. In injection mold manufacturing, CNC milling is the most widely used process for machining various complex three-dimensional shapes on mold cavities, cores, and mold base components, such as flat surfaces, contoured surfaces, grooves, and hole systems. It can rapidly remove large volumes of material during roughing stages and achieve high precision and good surface finish in finishing stages, serving as the primary method for shaping the main structure and functional features of the mold.
2. Sinker EDM:
Sinker Electrical Discharge Machining (also known as cavity-type EDM or ram EDM) is a non-contact special machining method that uses pulsed electrical discharges (sparks) between a tool electrode (typically made of copper or graphite, shaped opposite to the desired cavity) and a conductive workpiece (mold component), submerged in a dielectric fluid, to erode metal material. In injection mold manufacturing, sinker EDM is primarily employed to create complex cavities, deep narrow ribs, sharp internal corners, fine details, and to machine hardened tool steels that are difficult or impossible to machine by conventional cutting methods, enabling the high-precision formation of intricate internal profiles.
3. Wire EDM:
Wire Electrical Discharge Machining (Wire EDM) is a type of EDM that uses a continuously moving thin metallic wire (usually brass or molybdenum) as the tool electrode, generating pulsed electrical discharges between the wire and the workpiece to cut away material and form the desired internal or external contours. In injection mold manufacturing, wire EDM is extensively used for machining precision through-holes (such as ejector pin holes, insert pockets), narrow slots, complex-shaped template openings, punches and dies, slider guide slots, and other profiles requiring high-precision cutting, especially for hardened tool steels.
4. Grinding:
Grinding is a finishing process that uses a high-speed rotating abrasive wheel as the cutting tool to remove minute amounts of metal from the workpiece surface, achieving high dimensional accuracy, high form accuracy, and low surface roughness. In injection mold manufacturing, grinding is often used for the final finishing of mold components after heat treatment, such as the internal and external cylindrical grinding of precision guide pins and bushings, surface grinding of mold plates, form grinding of specific surfaces on cavities or cores, and jig grinding for the precise positioning and sizing of hole systems, ensuring the mold’s fitting accuracy and surface quality.
5. Turning (Turning):
Turning is a machining process in which the workpiece rotates while a single-point cutting tool moves linearly or along a curved path in a plane to cut the material, primarily used for machining rotational parts. In injection mold manufacturing, turning is mainly used to produce circular or rotationally symmetrical components of the mold, such as guide pins, guide bushings, certain rotational features of cores, ejector pins, push rods, sprue bushings, and locating rings. It can achieve high dimensional accuracy and surface finish, making it a common method for processing shaft and sleeve-type parts.
6. Laser Processing:
Laser processing utilizes a high-energy density laser beam to irradiate the workpiece surface, causing the material to melt, vaporize, undergo shock, or experience chemical changes, thereby achieving cutting, welding, drilling, marking, surface modification (like hardening or alloying), or additive manufacturing (like Selective Laser Melting). In injection mold manufacturing, laser processing can be used for precision micro-hole drilling in mold components, etching complex textures (laser texturing), mold repair welding, marking mold parts, and using laser metal 3D printing to create mold inserts with complex conformal cooling channels, characterized by its non-contact nature, small heat-affected zone, and high processing precision.
7. Polishing:
Polishing is a finishing process that uses mechanical, chemical, or electrochemical action to reduce the surface roughness of a workpiece to obtain a bright, smooth surface. In injection mold manufacturing, polishing is primarily applied to the surfaces of mold cavities and cores, especially those that come into direct contact with the plastic product. Its purpose is to achieve the desired surface finish for the product (such as mirror finish or matte finish), reduce demolding resistance, prevent product sticking, and improve the mold’s corrosion and wear resistance. The quality of polishing directly affects the appearance and quality of the final plastic product.
8. Heat Treatment:
Heat treatment is a group of industrial and metalworking processes used to alter the physical, and sometimes chemical, properties of a material by subjecting it to specific heating, holding, and cooling cycles to change its internal microstructure and thereby obtain desired mechanical properties (such as hardness, strength, toughness, wear resistance). In injection mold manufacturing, heat treatment is a crucial step mainly applied to mold steels, for example, annealing to improve machinability and relieve internal stresses; quenching and tempering to increase the hardness, wear resistance, and strength of working parts like cavities and cores to extend mold life; and surface heat treatments like nitriding or carburizing to further enhance surface properties.
Common Problems and Solutions in Mold Machining
| Problem | Possible Causes | Solutions |
|---|---|---|
| Dimensional Errors (Dimensions Out of Tolerance) | Improper machining parameters, tool wear, insufficient machine tool accuracy, unstable workpiece clamping, heat treatment deformation not adequately considered, measurement errors. | Optimize machining parameters, timely tool replacement, maintain/calibrate machine tools, improve clamping methods, allow for deformation or perform post-heat treatment machining, calibrate measuring instruments. |
| Poor Surface Finish (Unsatisfactory Surface Roughness) | Improper cutting parameters, dull tool edges, machine tool vibration, improper selection or dressing of grinding wheel, incorrect EDM discharge parameters. | Optimize cutting/discharge parameters, replace/regrind tools, check machine tool stability, select appropriate grinding wheel and dress it correctly. |
| Deformation or Cracking during Heat Treatment | Improper steel selection, unreasonable part design (e.g., uneven wall thickness, sharp corners), improper control of heating/cooling rates, incorrect quenching medium selection. | Select appropriate steel, optimize part design (e.g., add fillets, ensure uniform wall thickness), strictly control heat treatment process parameters, select a suitable quenching medium. |
| EDM Recast Layer / Micro-cracks (on EDM machined surface) | Excessive discharge energy, poor flushing (debris removal). | Use low-energy finishing passes, improve flushing conditions, remove the recast layer post-machining (e.g., by grinding or polishing). |
| Difficulty in Polishing or Appearance of Material Streaks | Low purity of mold steel, presence of hard spots or impurities, poor surface quality from prior machining (e.g., deep tool marks), incorrect polishing direction or abrasive material selection. | Select high-quality mold steel, improve the surface finish from prior machining operations, use correct polishing methods and abrasives. |
| Assembly Difficulty / Interference | Part dimensions out of tolerance, improper design clearances, part deformation. | Strictly control part machining accuracy, review design clearances, correct or remake deformed parts. |
| Defects in Tryout Parts (during mold trial) | Mold design issues (e.g., gate, runner, cooling, venting), mold machining accuracy issues, incorrect injection molding process parameters. | Analyze the cause of defects, make targeted mold modifications (e.g., adjust gate, improve cooling/venting, fine-tune cavity), optimize injection molding process parameters. |
Why Choose Moladtech?
Technical Engineer Team
We have seven skilled mold engineers and dedicated product designers with over 20 years of combined experience. Using advanced tools like CAD, UG, they review part designs, optimize structures, and provide professional recommendations based on product function, usage, and manufacturing feasibility.
Advanced Manufacturing Equipment
Equipped with high-precision CNC machines, EDM, and advanced measuring systems, we ensure your molds meet exact specifications. Every part undergoes strict dimensional checks to reduce defects and guarantee long-term production reliability.
Integrated Mold & Production Service
We provide complete support from mold design to injection molding under one roof. This integrated process reduces coordination costs, minimizes lead time delays, and ensures that your products move smoothly from concept to market.
Proven Project Experience
With experience in sectors like medical devices, automotive parts, and consumer electronics, we know how to manage complex projects. Our technical background helps you overcome design challenges, avoid delays, and meet demanding production schedules.
Tight Tolerance Guarantee
We specialize in precision molds for parts requiring tight dimensional control. With careful material selection, accurate tooling, and process validation, we help ensure consistent quality throughout prototyping and mass production phases.